技術コラム
ガンドリル加工が可能な素材~構造用鋼~
構造用鋼の特徴
構造用鋼は、高い強度で物の状態を維持するために使われる鋼材です。建物の骨組みなどの建築物をはじめ、機械の部品など様々な用途で使用されます。幅広い用途に応えるため、構造用鋼には一般構造用圧延鋼材(SS材)や機械構造用炭素鋼(S45C)など、様々な種類があります。炭素やリンなどの化学成分を調整することで、強度などの性質が変化します。
構造用鋼のガンドリル加工事例

例えばこちらは加工事例の自動車用プレス金型のスペーサーブロックです。
この加工事例の場合、サイズは400*435*580であり、金型用スペーサーブロックとしては非常に大きい部類となります。φ26、深さ350の穴を21穴加工実施しております。SS材は粘りのある材質で、切り屑が長く繋がりやすいのが特徴です。
深穴加工をする場合はその切り屑をいかに効率的に排出させるかが加工時のポイントです。BTA・ガンドリル加工.comでは積み重ねてきたノウハウを基に工具形状等に改良を加え、より早く安全な加工を実現しております。
また、この様な大型部品は素材調達と加工先が別々になることが多いため、運搬や納期管理などによりコストが余分に発生することがあります。しかし、BTA・ガンドリル加工.comでは素材調達から加工まで一貫対応可能です。お客様にはトータル価格と最終納期のみの管理のみをお願いしているため、管理コストの低減につながります。
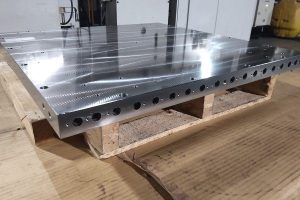
またこちらは産業機械の業界向けに製作をしたシート成形機用の熱板の事例です。
この加工事例の場合、サイズは400*435*580であり、金型用スペーサーブロックとしては非常に大きい部類となります。SS材を用いてφ26、深さ350の穴を21穴加工実施しております。
まずガンドリル加工機にて、棒状のヒーターであるカートリッジヒーターを差し込む穴を貫通後させ、装置への取付やヒーター固定に用いる穴加工をマシニングセンターにて実施しました。
通常貫通穴加工はワークの両側から行いますが、その場合は合わせ部に段差が発生します。この事例の場合、カートリッジヒーターを差し込むため、穴の内部に段差等があるとヒーターが通らなくなってしまいます。
そのため片側から貫通させる必要があり、加工深さが700を超える、深穴加工を行わなければなりません。そのような加工にはガンドリル加工機を活用します。

またこちらは機械構造用鋼のSCMによる、旋盤スピンドル部品の事例です。外形φ95、長さ554mmの素材に、φ27深さ413mmのガンドリル加工を行いました。材質は機械構造用合金鋼のSCM415です。SCM415は炭素含有量が低く、硬度や引張強さは低いですが、加工がしやすいという特徴があります。
浸炭焼入を行い表面のみ硬化させ、内部は靱性を持たせています。素材に適度なしなりが生まれることで、振動の吸収を可能にしています。

こちらについても機械構造用鋼のSCMによる事例で、ポンプ部品のプランジャーノズルを製作いたしました。外径Φ55、穴径Φ8、材料長さ400mm、加工長さ400mm、重量7 kgで製作しております。材質は機械構造用合金鋼のSCM435です。
SCM435は、高温に強く、数百度の高い温度下でも強度が下がりません。また、急激な温度の低下にも強いため、焼き入れ等の熱処理に適しています。金属としての強度も十分なため、利用しやすく、BTA・ガンドリル加工.comでは様々なSCM435の加工事例がございます。

こちらについても機械構造用鋼を用いた、工作機械用のスピンドルの事例です。
材質はSCM440、調質後の外形φ133、長さ464の素材にφ21のガンドリル加工を行いました。 その後旋盤にて荒加工を行い、最終仕上げはお客様にて実施されました。
今回は先に調質を行い、旋盤にて荒加工を行いましたが、荒加工後に調質を行うことも可能です。BTA・ガンドリル加工.COMではワークサイズや加工形状、必要とする硬度によって最適な熱処理方法をご提案することが可能です。 また、荒加工形状もストレートの段付きだけでなく、テーパー形状にも対応可能です。

こちらの事例では、機械構造用鋼のS25Cを用いて、工作機械向けに旋盤の軸をガンドリル加工いたしました。
外径Φ310、穴径Φ15、材料長さ1030mm、加工長さ1030mm、重量593 kgで製作しております。S25C切削加工後、生材のまま使用する機械部品によく利用され、S_C材のなかでは炭素量が最も低い素材です。そのため比較的しなやかなことから、切り屑が切断されにくく、刃物に絡んだ切り屑がワークを傷つけてしまうことがあります。
ガンドリル加工を行う際は、切削油を使用し、ドリルの刃先から噴出させることで、切り屑によるトラブルを防いでいます。そのため、S25Cのような素材に対してもガンドリル加工を行うことができます。

こちらについても機械構造用鋼のS_C材による事例で、切削盤の調整軸を製作いたしました。
外径Φ55、穴径Φ16、材料長さ369mm、加工長さ369mm、重量7 kgで製作しております。材質は機械構造用合金鋼のS45Cです。S45Cは機械構造用鋼の中でもバランスの良い性質のため、機械部品によく用いられます。熱処理による加工性と溶接性も良く、SS400と並んで最もポピュラーな鋼材として幅広く使われています。そのためBTA・ガンドリル加工.COMでも多くの加工実績がございます。
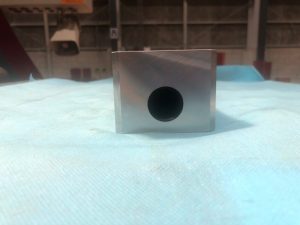
こちらの事例は、機械構造用鋼のS50Cを用いてマニホールドブロックを制作した事例です。外径55*70*315、穴径Φ24、加工長さ290mm、重量10 kgで製作しております。S50Cは、炭素含有量が多く、C_S材のなかでは強度の高い素材です。
マニホールドブロックとは、直方体の金属の内部に油路を形成したもので,油圧回路の効率化を目的として制作されます。本事例では油路は1つですが、複雑な回路を使用する場合、加工する穴の数が数百も必要になる場合があります。BTA・ガンドリル加工.COMでは、このような複雑で穴の数が多い案件にも、専用の設備と豊富な経験で対応可能です。
ガンドリル加工のことならBTA・ガンドリル加工.comにお任せ下さい!
今回は、構造用鋼の特徴とガンドリル加工事例についてご紹介しました。BTA・ガンドリル加工.comは、「特急」、「単品」に強い、BTA・ガンドリル加工の加工受託サイトです。材料調達から加工まで一貫対応します。ガンドリル加工でお困りのことがあれば、BTA・ガンドリル加工.comまでお問い合わせください!最後まで読んでいただき、ありがとうございました!
お問い合わせはこちら
