ガンドリル加工とは

ガンドリルとは、深穴加工用のドリルのことで、歴史的には小銃や猟銃などの穴を開けるために開発されました。その由来からガンドリルという名称がつけられています。深穴加工は、一般的に穴径に対して切削する加工の長さが10倍を超える穴をあける加工のことを指し、良好な仕上げ面で仕上げるには、ガンドリルマシンのような特殊な機械と技術が必要となります。こちらの記事では、ガンドリル加工の特徴から種類、加工プロセス、そして実際の加工事例までご紹介します。
ガンドリル加工の特徴
ガンドリル加工はドリルの先端から高圧の切削油を噴射し回転して切削することによって、切りくずをドリルによって開けられた穴から取り除きます。ステップ送りが不要なため、安定した高能率・高精度加工が可能です。と同時に、深穴開け加工時に切りくずが製品内部を傷つけることを防止することができます。
また、ガンドリル加工は芯ずれ精度がよく、直進性に優れています。1000mmの深穴加工でも、芯ずれ精度は1mm以下に抑えることができます。
ガンドリル加工の用途
上記のような特徴をもつガンドリル加工は、様々な製品を作り出しています。ここでは、BTA・ガンドリル加工.COMでよく加工している製品を4つご紹介いたします。
①熱板
②ホットプレス金型の冷却水穴
③油圧機器のベースプレート
④長尺シャフト部品

ガンドリル加工とBTA加工の違い
深穴加工をする方法として、ガンドリル加工と同時によくBTA加工の名前が同時に挙がります。ガンドリル加工とBTA加工の違いは「ワークの穴径」にあります。ガンドリル加工は小径が、BTA加工は中・大径が得意です。BTA・ガンドリル加工.comでは穴径がφ32以下ならガンドリル加工で、穴径がφ33以上ならBTA加工で対応しています。
ガンドリル加工機の特徴
ガンドリル加工を行うガンドリルマシンでは、ドリルの先端から切削油を噴出させることで安全で高精度な深穴加工を可能にしています。ガンドリルマシンには以下のような特徴があります。
1.優れた加工精度
ガンドリルマシンは、径公差・真円度・円筒度・面粗度の優れた、非常に精度の高い穴あけ加工を行うことができます。また、小径の穴あけ加工が可能で、傾斜穴および交差穴の加工が出来ることも特長です。
2.優れた汎用性
SS材(一般構造用圧延鋼材)やSCM材(クロムモリブデン鋼鋼材)、SKD材(合金工具鋼材)、伸銅などの様々な素材に対してガンドリル加工を行うことができます。さらに、高硬度材や、ステンレス鋼、耐熱鋼などの難削材に対しても、高い精度での穴加工が可能です。
3.工具の寿命が長い
ガンドリルマシンに用いられるドリルは再研削が容易なため管理がしやすく、一般的な工具に比べて工具寿命が長いです。
BTA・ガンドリル加工.comが保有するガンドリル加工機
ガンドリル加工には専用の設備が必要です。BTA・ガンドリル加工.comでは、ガンドリル専用の機械を3台保有しています。
1.自社開発 自動ガンドリル穴あけ加工ライン GS-1400
2.ミロク機械 ガンドリル穴あけマシン MHG-1200-1500NC
3.自社開発 ガンドリル穴あけマシン MS-2934
ガンドリル加工事例①専用機のシャフト

こちらは、専用機に使用されるシャフト部品です。 材質はS45Cで、外形φ140、長さ1245mmの素材を外形旋削後、φ20のガンドリル加工を貫通にて実施しました。
今回の事例のように、素材の長さが1000mmを超えてくると素材の曲がりも目立ってきます。 旋盤にて外形加工を行う際、曲がりのある状態だと、曲がりを除去するための余分な加工時間が必要となる上、断続切削となり、工具寿命も低下してデメリットばかりです。
そこで、BTA・ガンドリル.COMにて外形の荒加工を行い、素材の曲がりを除去した状態で納品することで、お客様での後工程のコスト短縮に繋がりました。
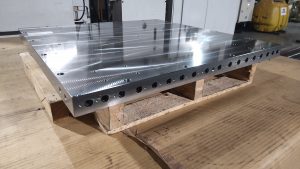
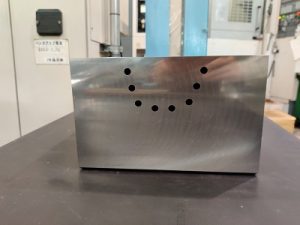
ガンドリル加工事例②ホットスタンプ金型の金型用鋼材
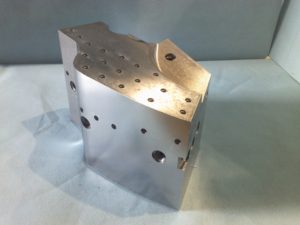
こちらは、ホットスタンプ金型に使用される金型用鋼材です。材質はSKD61で、190×181×292の6Fブロックにガンドリル、管タップ、3D形状加工を実施しました。
ホットスタンプ金型は鋼材内部に冷却用の水管が多数配置されておりますが、それらは加工難易度の高い穴が非常に多いです。BTAガンドリル.COMではホットスタンプ金型用鋼材の供給に力を入れており、素材から6面フライス加工、取付穴等の構造部加工、加工難易度の高い冷却用水管加工、製品面の3次元形状加工、硬化、水路穴の防錆処理まで一貫対応が可能です。
ガンドリル加工事例③研削盤のアーム軸

こちらは、研削盤に使用されるアーム軸部品です。 SCM440の外形φ130、長さ699mmの素材にφ5mm、加工長さ479mmのガンドリル加工を実施しました。
ガンドリル加工でφ8以下の穴は小径加工に分類されます。小径加工においてトラブルなく加工できるのは穴径の60倍程度までの深さと言われていますが、こちらの事例ではφ5の穴を穴径の95倍の深さまで加工しています。
ガンドリル加工のことならBTA・ガンドリル加工.COMにお任せください!
いかがでしたでしょうか。今回はガンドリル加工について詳しくご紹介いたしました。
短納期対応
BTA・ガンドリル加工.comを運営している深江特殊鋼株式会社では、*24時間以内に見積もり回答を行い、最短2日で発送対応いたします。当社は、材料の取り扱いを行っている商社であるのに加え、24時間稼働の自動機も保有しているため、短納期での対応が可能です。
*その場で見積もりができる「自動見積もり」も可能です。
対応材質
鉄や非鉄、インコネル等の難削材はもちろんのこと、樹脂の加工実績もございます。
対応サイズ
1,290✕2,200までのワークサイズ、φ4~φ32の加工径、1,500までの加工長に対応しています。3台のガンドリル加工機が丸材・板材・形状物等あらゆるワークに高精度な穴あけ加工を短納期で対応致します。
また、当社ではBTA加工もしており、φ32以上の穴径でも対応可能です。BTA・ガンドリル加工のことでお困りごとがございましたらお気軽にご相談ください。
